-
-

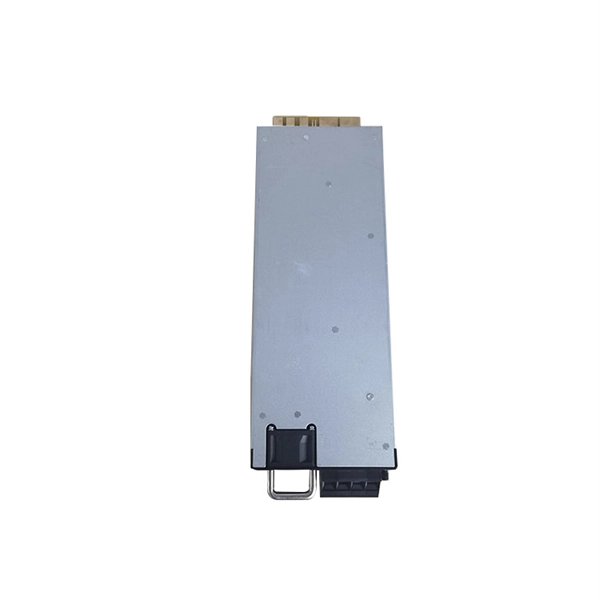
Motor Relay Protection System
Electronic Motor Protection Relays: These are modern, sophisticated relays that can monitor a variety of parameters and offer multi-level protection. Motor protection is used to prevent damage to the electrical motor, such as internal faults in the motor. Additionally, the protection relay prevents the. Eaton's Motor Relays (EMR3MP0, EMR3000, EMR4000 and EMR5000) provide unparalleled motor protection. These relays are most commonly applied to medium-voltage or larger motors. Users appreciate the multiple protection functions, which include zone-selective interlocking and programmable logic. Relays associated with motor protection are smart devices crafted to track the operational conditions of motors, identifying potential issues and disconnecting the motor from the power source to prevent further damage. In overload cases, the motor protection relay will interrupt the power supply so. Our integrated circuits and reference designs help you design multifunction relays with protection, monitoring and diagnostic features integrating data acquisition, signal processing, protection algorithms, high- or low-speed communication, isolation and human machine interface (HMI). The Allen-Bradley® line of motor protection devices encompasses a range of simple, single purpose protection to the newer overload technologies featuring diagnostics and Logix integration. the mechanical energy needed for most manufacturing processes. -

-

-

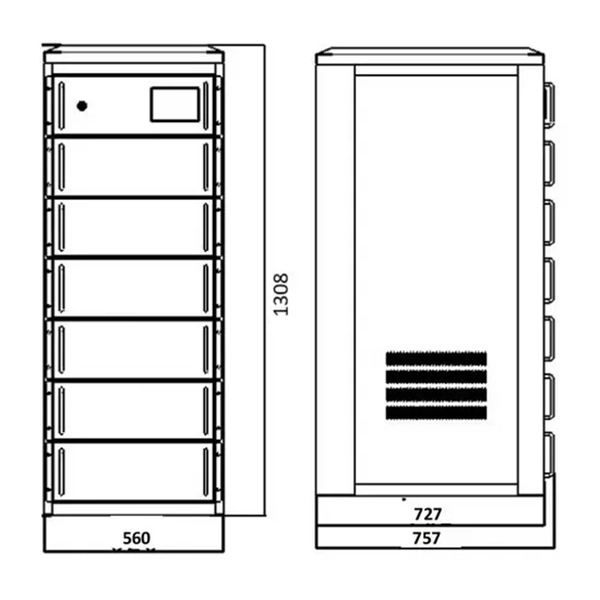
Network server room AC power distribution box
Most PDUmanufacturers offer a wide range of options including colour matched sockets and metal casings. This allows for custom PDUs to be made to order and on relatively short lead times. The majority of PDUs are installed in AC (alternating curren. Most PDUmanufacturers offer a wide range of options including colour matched sockets and metal casings. This allows for custom PDUs to be made to order and on relatively short lead times. The majority of PDUs are installed in AC (alternating current) application with some PDUs suitable for (direct current) DC installations.Splitter boxes can be single or three phase (red or blue commando type sockets) and split a source of input power (mains power supply, uninterruptible power supply or generator) into multiple power sources with BS 4343 industrial sockets for load connection. The input cable is BS 4343 – IEC EN60309-2 and feeds a double-pole MCBprotecting each socke. PDUs can have a horizontal or vertical form factor which defines how the device is to be installed into a server rack cabinet. Horizontal form factor power distribution units are designed for 483Wmm wide cabinets. Vertical form factor PDUs can be of varying lengths defined by the number of power sockets or outlets. The standard single phase PDU soc. Metered power distribution units provide power management information including voltage, frequency, load power in VA and Watts and energy used (kWh). This is useful for both general load and power management and in a co-location environment for tenant energy billing. The metering potential may be for the total PDUpower usage or down to individual s. The following table shows the main power distribution outlets and plug types available. Please let us know if you need a custom project or cannot find the configuration you need. IEC 60309 is often referred to as an industrial plug and socket and may used to provide power to higher power PDUs. A typical configuration could use this type of plug and. -
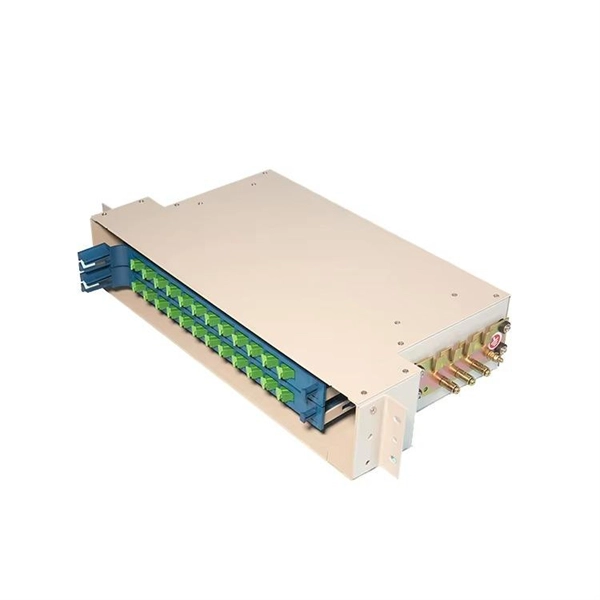
Steps for optical module failure analysis
There are four main principles for how you order the flow of your tests: Perform nondestructive tests before destructive tests. Many tests described in here involve cutting the device open to create sections; doing so will then make it impossi. There are four main principles for how you order the flow of your tests: Perform nondestructive tests before destructive tests. Many tests described in here involve cutting the device open to create sections; doing so will then make it impossible to collect detailed spectra, electroluminescence images, etc. Perform easy/inexpensive tests before exp. With a new device, it is normally desirable to have perhaps 3–8 characterized failure mechanisms, including how the device reacts to overstress and ESD, a few types of manufacturing flaws, maverick defects (e.g., epi defects), mechanical defects such as cracks or stacking faults, how the device fails due to normal aging, etc. For each of the most i. Every failure analysis will start off with a routine preliminary failure analysis being performed. This collects basic data using techniques that are nondestructive (at least at the die level, if not the header level). Once some basic capabilities are established, this is something technicians would usually be trained to perform. No Engineering or. Visual inspection includes general observation of the surface of the sample using a microscope. For a wafer or epitaxial layers, surface cracks, scratches, particles, roughness, and morphology are readily observable by an optical microscope. Thermal damage from electrical overstress (EOS) is also visible. In the failure analysis of optical devices,. Verifying failure is an important next step. For lasers inside a product, for example, for aligned lasers in a fiber optic transceiver, the eye pattern would be captured, and fiber coupled power and spectrum would be measured. For other systems, optical tests would be applied specific to the product. If those point to abnormal operation, the laser. -
-

-
-
-

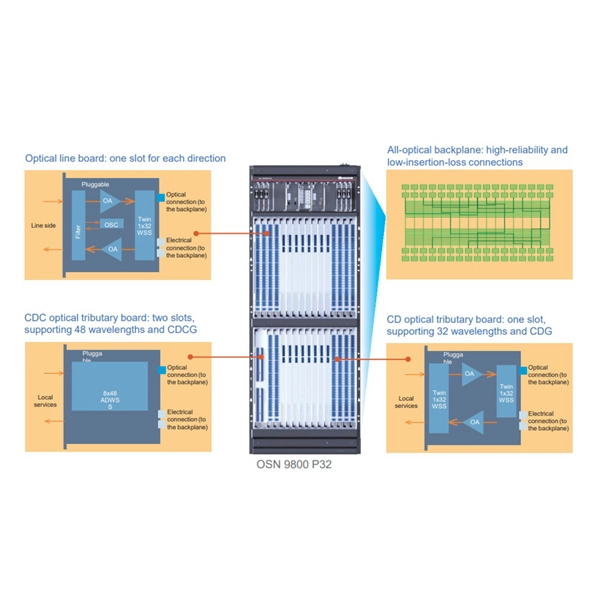
Gigabit optical modules are compatible with multiple brands
Intel® Ethernet SFP+ SR Optics and Intel® Ethernet SFP+ LR Optics are the only 10-Gbps optical modules supported. All NS Comm optics, patch cords, and modules are multi-brand compatible, tested for Cisco, Huawei, H3C, Arista, and Alcatel-Lucent switches. Can I plug. Adtran compatible Optical Transceivers from 1000 GIG available in multiple form factors. Can an SFP. As a leading domestic optical module manufacturer, ETU-LINK has adapted its optical module products to mainstream global network equipment brands by virtue of strict quality control and extensive compatibility testing. The following analyzes the compatibility advantages of ETU-LINK optical modules. Choosing the right optical module depends on several factors including your specific networking requirements, budget constraints, and compatibility with existing hardware. Can I add or change SFP+ modules, direct attach cables, and SFP. -

-
